آموزش جوشکاری
سرابیان مقدمآموزش جوشکاری
سرابیان مقدم
عیوب درجوشکاری-پایه سوم کارودانش هنرستان خوارزمی
عیوب جوشکاری
مقدمه
چون مواد و فلزات تشکیل دهنده
و جوش
دهنده و گیرنده از لحاظ متالوژیکی بایستی دارای خصوصیات مناسب باشند، بنابراین جوشکاری از لحاظ متالوژیکی بایستی مورد
توجه قرار گیرد که آیا قابلیت متالوژی و فیزیکی جوشکاری دو قطعه مشخص است؟ پس
از قابلیت متالوژی ، آیا قطعهای را که ایجاد میکنیم، از لحاظ مکانیکی قابل کاربرد
و سالم است؟ آیا میتوانیم امکانات و وسائل برای نیازها و شرایط مخصوص این جوشکاری
، مثلاً گاز و دستگاه را ایجاد نمائیم و بر فرض ، ایجاد نیرو در درجه حرارت بالا
یا ضربه زدن در درجه حرارت پایین ممکن باشد؟ زیرا استانداردهای مکانیکی و مهندسی و
صنعتی جوشکاری باید در تمام این موارد رعایت شود تا جوش بدون شکستگی و تخلخل و یا
نفوذ سرباره و غیره انجام گیرد. تکرار میشود در جوشکاری تخصصی و اصولاً تمام انواع
جوش ، قابلیت جوش خوردن فلزات را باید دقیقاً دانست. در مورد مواد واسطه و الکترود و
پودر جوش ، باید دقت کافی نمود. محیط لازم قبل و در حین جوشکاری و پس از جوشکاری
را مثلاً در مورد چدن ، باید بوجود آورد. گازهای دستگاههای مناسب و انتخاب فلزات مناسب از لحاظ ذوب در
کوره ذوب آهن و بعد در حین جوشکاری از لحاظ جلوگیری از صدمه گاز - آتش و مشعل و برق
و هوای محیط و وضعیت جسمانی و زندگی جوشکار ، خود نکات اساسی دیگر هستند که مشکلات
جوشکاری میباشند.
روی هم افتادگی (انباشتگی جوش درکناره)
overlap or over – roll
نقصی در کنار یا ریشه جوش که به علت
جاری شدن فلز بر ری سطح فلز پایه ایجاد می شود بدون اینکه ذوب و جوش خوردن با آن ایجاد شود.
علت
سرطان حرکت کمتر از حالت نرمال
یا طبیعی
زاویه نادرست الکترود
استفاده از الکترود با قطر بالا
آمپراژ خیلی کم
نتیجه
عوامل فوق کاری مانند بریدگی
کناره دارد و یک منطقه تمرکز تنش از فلز جوش ترکیب نشده ایجاد میکند.
سوختگی یا بریدگی کناره جوش Underecut
شیاری در کنار یا لبه جوش که بر
سطح جوش و یا بر فلز جوشی که قبلا را سبب شده است قرار دارد.
علت
آمپر زیاد
طول قوس زیاد
حرکت موجی زیاد الکترود
سرعت بسیار زیاد حرکت جوشکاری
زاویه الکترود خیلی به سطح
اتصال متمایل بوده است.
سرباره با ویسکوزیته زیاد
نتیجه
عوامل فوق موجب یک منطقه تمرکز
و یک منطقه مستعد برای ایجاد ترک خستگی میشود.
آخالهای سرباره Slag inclusion
به هر ماده غیر فلزی که در یک اتصال جوش
بوجود میآید آخالهای سرباره میگویند؛ این آخالها میتوانند در رسوب جوش نقاط
ضعیفی ایجاد کنند.
علت
پاک نشدن مناسب سرباره از پاسهای قبلی
آمپراژ ناکافی
زاویه یا اندازه الکترود نادرست
آماده سازی غلط
نتیجه
آخالهای سرباره استحکام سطح مقطع جوش را کاهش میدهند
و یک منطقه مستعد ترک ایجاد میکنند.
ذوب ناقص L.O.F) Lack of
fusion )
عدم اتصال بین فلز جوش و فلز پایه یا بین پاسهای جوش
علت
استفاده از الکترودهای کوچک برای فولاد ضخیم و سرد
آمپراژ ناکافی
زاویه الکترود نامناسب
سرعت حرکت بسیار زیاد
سطح کثیف (پوسته نورد ، لکه ،
روغن و ...)
نتیجه
اتصال جوش را ضعیف میماند و به
یک منطقه مستعد ایجاد خستگی تبدیل میشود.
تخلخل Porosity
تخلخل سوارخ یا حفرهای است که به صورت داخلی یا خارجی در جوش دیده
میشود. تخلخل میتواند از الکترود مرطوب ، الکترود روکش شکسته
یا از ناخالصی روی فلز پایه ایجاد شود.
همچنین به نامهای (مک لولهای) ، (مک سطحی) و (سوراخهای کرمی) نیز شناخته میشود.
سایر علتها
سطح فلز پایه آلوده مثل
آلودگیهای روغن ، غبار ، لکه یا زنگار
مرطوب بودن روکش الکترود
محافظت گازی ناکافی قوس
فلزات پایه با مقادیر بالای
گوگرد و فسفر
نتیجه
به شدت استحکام اتصال جوش شده را کاهش میدهد. تخلخل سطحی به
اتمسفر خورنده اجازه میدهد که فلز جوش را مورد حمله قرار دهد و موجب نقص در آن
شود.
همراستا نبودن اتصال جوش Join misagnment
این مشکل معمولا همراستا و
همسطح نبودن قطعاتی که به هم جوش میشوند نامیده میشوند. عدم همراستایی یک مشکل معمول در
آماده سازی روشهای لب به لب است و هنگامی ایجاد میشود که صفحات ریشه و صفحات اتصال از
فلز پایه در محل درست خود برای جوشکاری قرار نگرفتهاند.
علت
مونتاژ نادرست قطعاتی که باید جوش شوند.
خال جوشهای ناکافی که میشکند
یا بست زدن ناکافی که موجب حرکت میشود.
نتیجه
همراستا بودن جدی است، زیرا نقص
در ذوب لبه ریشه موجب ایجاد مناطق تمرکز تنش میشود در سرویس دهی موجب شکست خستگی
زود رس اتصال میشود.
نفوذ ناقص L.O.P) Lack of
pentertation)
عدم نفوذ
کامل فلز جوش به ریشه اتصال
علت
آمپر بسیار پائین
فاصله ریشه ناکافی
استفاده از الکترود با قطر بالا
سرعت حرکت زیاد
نتیجه
سرعت جوش را ضعیف میکند و به
مستعد ایجاد خستگی
تبدیل میشود.
ترک جوش Weld cracking
انواع مختلفی از عدم اتصال ممکن است در جوش یا مناطقی
که تحت تأثیر حرارت قرار میگیرند، رخ دهد. جوشها ممکن است دارای تخلخل ، آخالهای سرباره یا انواع ترکها
باشند. تخلخل و آخالهای سرباره شاید در جوش تا حدی قابل قبول باشد اما ترکها
در جوش هرگز قابل قبول نمیباشند. وجود ترک در جوش یا در مجاورت جوش نشانگر این
مسئله میباشد که حتما مشکلی در حین کار وجود داشته است. بررسی دقیق ترکها ، تعیین
علت اجاد آنها و نیز راههای جلوگیری از آنها را برای ما امکان پذیر میسازد. در
ابتدا ما باید به این مسئله توجه داشته باشیم که بین ترک و شکست تفاوت قائل شویم.
منظور ما از ترک ، پدیدهای است که در اثر عواملی مانند انجماد ، سرد شدن و
تنشهای داخلی که به علت انقباض جوش میباشد ایجاد میگردد. ترکهای گرم ، ترکهایی میباشند که در دماهای بالا رخ میدهند و معمولا به انجماد
ربط دارند. ترکهای سرد ترکهایی هستند که بعد از اینکه جوش به دمای اطاق رسید، رخ دهد و
ممکن است حتی به HAZ رابط
داشته باشد. بیشتر ترکها در اثر تنشهای فیزیکی انقباض که معمولا با کشیدن یا
تغییر شکل جسم همراهی باشد در هنگام سرد شدن جوش رخ میدهد، ایجاد میشوند، اگر
انقباض محدود شود، این تنشهای فیزیکی کرنشی ، تنش داخلی پسماند را بوجود میآورند که
این تنهای پسماند منجر به ایجاد ترک میشوند. در واقع دو نیروی مخالف وجود دارد:
تنشی که بوسیله انقباض ایجاد میشود.
استحکام و سختی فلز پایه
تنشهای ناشی از انقباض با افزایش حجم فلزی که تحت
انقباض قرار گرفته است، افزایش مییابد. جوشهایی در ابعاد بزرگ و فرآیندهایی با نفوذ زیاد کرنشهای
انقباضی را افزایش میدهند. تنشهایی که در اثر کرنشهای انقباضی ایجاد میشود با
افزایش استحکام فلز پر کننده و فلز پایه افزایش مییابد. همچنین وقتی که استحکام
تسلیم افزایش باید تنش پسماند نیز افزایش می یابد.
1.ضرورت جوشکاری
2.پیشگرم
3.دمای بین پالسی
4.عملیات حرارتی پس از جوش
5.طراحی اتصال
6.روشهای جوشکاری
7.مواد پر کننده
ترک به صورت خط مرکزی
ترک به صورت خط مرکزی در مرکز یک پاس جوش معین
قرار دارد. اگر انتهایی کپاس جوش داشته باشیم و اینپالیدرمرکز اتصال باشد آنگاه این ترکمرکزی در
مرکزاتصال نیز رار خواهد داشت. در مورد پاس های چند تای که چندین پاس در هر لایه وجود
دارد ترک مرکزی از نظر هندسیب ممکن است در مرکز اتصال قرار نداشته باشد. ار چه اغلب
دیده می شود که در مرکزاتصال قرار دارد. علت ترک مرکزی یکی از سه پدیده زیر می
باشد:
1.ترکی که ناشی از جدایش و تفکیک باشد.
2.ترکی که مربوط به شکل گرده جوش میباشد.
3.ترکی که مربوط به تغییرات سطحی میباشد.
متأسفانه تمام سه پدیده فوق خودشان را در قالب یک نوع آشکار میکنند
و تشخیص دادن ترک مشکل میباشد. علاوه بر این ، تجربهها نشان دادهاند که اغلب
2 یا حتی 3 پدیده فوق با یکدیگر برهمکنش داده و در ایجاد ترک مؤثرند. در واقع درک مکانیسم
اصلی هر یک از انواع ترکهای مرکزی به ما کمک میکنند تا به دنبال راه حلی برای از بین بردن ترک
باشیم. ترک مرکزی ناشی از جدایش این ترکها وقتی رخ میدهد که ترکیباتی با نقطه ذوب
پایین نظیر فسفر ، روی ، مس و گوگرد در نقاط خاصی در حین فرآیند سرد شدن جدایش یابند.
در حین فرآیند انجماد ، ترکیباتی با
نقطه ذوب پایین در فلز مذاب به نواحی مرکزی اتصال رانده میشود چون آنها تا آخرین ترکیباتی هستند که شروع
به انجماد میکنند و جوش در این نواحی تمایل به تفکیک و جدایش مییابد. در جوشکاری
میتوان از الکترودهایی با مقادیر بالای منگنز استفاده تا بتوانیم بر تشکیل
سولفید آهن با نقطه ذوب پایین غلبه کنیم. متأسفانه
این مفهوم نمیتواند برای مواد غیر فرار دیگری بجز گوگرد بکار رود.
ترک مرکزی ناشی از شکل گرده جوش
نوع دوم ترک مرکزی ، ترک ایجاد شده در اثر شکل پالس جوش میباشد،
این ترک در فرآیندهایی که همراه با نفوذ عمیق میباشند نظیر فرآیند FCAW , SAWتحت محافظ CO2 دیده میشود. وقتی که یک پالس جوشکاری دارای عمق بیشتری نسبت به هضم
آن جوش (در نمای سطح مقطع) باشد. برای رفع این نوع ترک ، پالسهای جوش باید دارای
عرضی حداقل برابر با عمق باشد. توصیه میشود که نسبت پهنای جوش به عمق آن برابر با
1 به 14/1 به 1 باشد تا این نوع ترک رفع شود. اگر از پالسهای چندتایی استفاده شود هر پاس دارای پهنای نبت
به عمق آن باشد، یک جوش فاقد ترک خواهیم داشت. وقتی که یک ترک مرکزی بخار شکل پاس تحت
بررسی است، تنها راه حل این است که نسبت پهنای جوش به عمق آنرا تغییر دهیم. این
موضوع شاید در برگیرنده آن باشد که تغییری در طراحی اتصالها داشته باشیم. از آنجایی
که عمق جوش تابعی از نفوذ میباشد شاید مفید باشد که مقدار نفوذ را کاهش دهیم بدین
منظور میتوانیم از آمپرهای پایینتر و الکترودهایی با قطرهای بالاتر استفاده
کنیم. راهکارهای فوق دانسیته جریان را کاهش میدهد و مقدار نفوذ را محدود میکند.
ترک مرکزی
ناشی از
شرایط سطحی جوش
آخرین مکانیسمی که سبب ایجاد
ترک مرکزی میباشد تغییر شرایط سطحی میباشد. وقتی جوشهایی با سطح مقعر ایجاد میشود
تنشهای ناشی از انقباضهای داخلی موجب میشود که سطح جوش کشیده شود. برعکس
وقتی که سطح جوش محدب باشد نیروی ناشی از انقباضهای درونی موجب میشود که سطح جوش
فشرده میشود. سطح جوش مقعر ، اغلب ناشی از ولتاژهای بالای قوس میباشد. کمی کاهش در
ولتاژ قوس موجب میشود که گرده جوش به حالت محدب تغییر شکل دهد و تمایل به
ترک حذف گردد. سرعتهای حرکت بالا نیز ممکن است به این موضوع کمک کند و کاهش در سرعت
حرکت جوشکاری ، مقدار پراکندگی توسط جوش را افزایش میدهد و سطح جوش به صورت محدب
تغییر حالت میدهد. جوشکاری
در حالت قائم سر پایین باعث ایجاد این نوع ترک میشود. جوشکاری در حالت قائم رو به بالا میتواند از بروز این
نوع ترک جلوگیری نماید.
ترک منطقه
متأثر از
جوش
ترک منطقه متاثر از جوش (HAZ) بوسیله جدایشی که بلافاصله مجاور گرده جوش رخ میدهد مشخص میشود،
اگر چه این نوع ترک مربوط به فرآیند جوشکاری میباشد با این حال ترکی است که در روی
پایه رخ میدهد نه درخود جوش. این ترک به نام تک مجاور جوش ، ترک گوشهای یا ترک
تأخیری نیز نامیده میشود. چون این ترک بعد از اینکه فولاد در دمای f ْ400 انجماد یافته است رخ میدهد ترک انجمادی نیز نامیده میشود و چون با هیدروژن نیز همراه میباشد
ترک همراه با هیدروژن نیز نامیده میشود. برای اینکه ترک HAZ رخ دهد سه شرط باید بطور همزمان برقرار
باشد:
.1باید مقدار کافی هیدروژن وجود داشته
باشد.
2.جوش باید به حد کافی نفوذ پذیر باشد.
3.باید به حد
کافی تنشهای داخلی یا پسماند وجود داشته باشد.
حذف یکی از سه شرط فوق معمولا باعث میشود
که این نوع ترک از بین برود. در جوشکاری ، یک راه برای حذف این نوع ترک این است که
دو یا سه متغیر (مقدار جوش نفوذ پذیر جوش) را محدود کنیم. هیدروژن از منابع مختلفی
میتواند وارد جوش شد. رطوبت و ترکیبات آلی منابع اصلی هیدروژن در جوش میباشند.
هیدروژن میتواند در فولاد ، الکترود ، ترکییبات روپوش الکترود و در آتمسفر وجود داشته باشد.
ترک عرضی
ترک عرضی ترک متقاطع نیز نامیده
میشود. ترکی است که در جهت عمود بر طول جوش ایجاد میشود. این نوع ترک از انواعی است که اغلب در
جوشکاری با آن مواجه میشویم و معمولا جوشی که دارای استحکام بالاتری در مقایسه با
فلز پایه میباشد دیده میشود. این نوع ترک میتواند همراه با هیدروژن نیز باشد
و کل ترک منطقه متأثر از جوش HAZ که پیشتر شرح داده شد ناشی از مقدار
بالای هیدروژن ، تنشهای پسماند و ریز ساختارهای حساس میباشد. فرق عمده بین این دو ترک این میباشد
که ترک عرضی در فلز جوش نتیجه تنش پسماند طولی میباشد. چنانچه پاس جوشکاری
بصورت طولی انقباض یابد، فلز پایه در مقابل این نیرو مقاومت میکند و در واقع
دچار تراکم و فشردگی میشود. استحکام بالای فلز پایهای که در مجاورت جوش میباشد
در برابر فشردگی ناشی از انقباض جوش مقاومت میکند و در واقع فشرده شدن جوش را
محدود میکند. بخاطر ممانعتی که فلز پایه به عمل میآورد، تنشهای طولی در جوش
گسترش مییابد. وقتی با ترکهای عرضی مواجه میشویم باید سطح هیدروژن و شرایط نگهداری
الکترودها را مد نظر داشته باشیم. در مورد ترک عرضی ، کاهش استحکام فلز جوش معمولا
یکی از راهکارهای حذف این نوع ترک میباشد. تأکید زیادی بر روی فلز جوش وجود دارد
چون فلز پر کننده به تنهایی ممکن است جوشی رسوب دهد که دارای استحکام پایینتری
باشد و نیز تحت شرایط عادی فلزی نرم باشد. البته با تأثیر عناصر آلیاژی استحکام جوش
بالا میرود و از نرمی آن کاسته میشود. استفاده از جوشهایی با استحکام پایینتر
، یک راه حل مؤثر در کاهش ترک عرضی مؤثر میباشد، البته به شریطی که استحکام جوش
با استانداردهای تعریف شده مطابقت داشته باشد.
پیچیدگی
پیچیدگی یا اعوجاج تا حدی
در تمام
انواع جوشکاری وجود دارد، در بسیاری موارد آنقدر کوچک است که به سختی قابل رؤیت است، ولی در بعضی موارد باید پیش
از جوشکاری به اعوجاجی که متعاقبا ایجاد میشود توجه کرد. مطالعه و بررسی
اعوجاج بسیار پیچیده است و آنچه در ادامه آمده خلاصه است:
علل اعوجاج هنگامی که فلز تحت
بار ، کرنش میکند یا حرکت میکند و تغییر شکل میدهد: تحت بار گذاری ضعیف فلزات بصورت الاستیک
باقی میمانند. (به شکل اصلی خود باز میگردند یا پس از اینکه بار برداشته شد شکل میگیرند)
که این تحت عنوان
محدوده الاستیک شناخته میشود.
تحت بار خیلی زیاد ، فلزات تا
حدی تحت تنش قرار میگیرند
که دیگر به شکل اول خود باز نمیگردند یا شکل نمیگیرند و این نقطه (نقطه تسلیم) نامیده میشود (تنش تسلیم(
فلزات با حرارت دیدن انبساط مییابند و وقتی سرد میشوند منقبض میشوند،
فلزات در حین جوشکاری گرم و سرد میشوند که موجب تنشهای بالای ناگهانی و اعوجاج میشوند. اگر
این تنشهای زیاد از محدوده الاستیک بگذرند و از نقطه تسلیم نیز رد شوند، برخی
پیچیدگیهای دائمی در فلز پدید میآید، تنش فلز در دمای بالا کاهش مییابد. اعوجاج اثر
ناخواسته انبساط و انقباض فلز حرارت دیده است.
انواع پیچیدگی
سه نوع اصلی پیچیدگی وجود دارد:
زاویهای
طولی
عرضی
کنترل پیچیدگی میتواند در سه
مرحله انجام گیرد:
· قبل از جوشکاری
· حین جوشکاری
· بعد از جوشکاری
کنترل پیچیدگی قبل از جوشکاری
توسط روشهای زیر انجام میشود:
خال جوش زدن
گیره ، بست و نگهدارنده
پیشگرم کامل و سرتاسری
مونتاژ اولیه مناسب
کنترل اعوجاج پس از
جوشکاری:
سرد کردن آرام
صافکاری شعلهای (حرارت دهی
معکوس )
آنیل کردن
تنش زدایی
نرمال کردن
صافکاری مکانیکی
در سازههای فلزی ساختمان
معمولا روشهای 1و2 بیشتر اعمال میگردد و سایر روشها در کارهای صنعتی بیشتر کاربرد
دارند.
آنیل کردن
یک پروسه عملیات حرارت است که برای نرم کردن
فلزات جهت کل سرد یا ماشین کاری بکار میرود، قطعه یا کار نهائی معمولا در کوره تا
دمای بحرانی (برای فولاد با 0.52% کربن حدود Cْ 820 - 723) حرارت داده میشود و سپس به آرامی سرد
میشود.
تنش زدائی
حرارت دهی یکنواخت قطعات جوش
شده تا دمایی زیر دمای بحرانی است که با سرد کردن آرام دنبال میشود، این پروسه
نقطه تسلیم فلز را کاهش میدهد، لذا تنشهای باقی مانده در قطعه کاهش مییابد.
نرمال کردن
پروسهای برای ریز کردن ساختار دانهای فلز است که موجب بهبود
مقاومت آن در برابر شوک و خستگی میشود. در نرمال کردن قطعات جوش شده تا بالای دمای
بحرانی (Cْ 820 برای فولاد با کربن 0.25% (تقریبا یک ساعت برای هر nm 25 ضخامت حرارت میبیند و سپس در هوا سرد
میشود ) (مستقیم
کاری(
و کرم . نیتروژن نیزبین 20 تا ppm 92 وجود دارد .گالی برنیکل
نیکل ، عنصرشیمیایی جدول تناوبی
است که نماد Ni داشته و عدد اتمی آن ، 28 است. استفاده از نیکل ، قدمت باستانی داشته ،
به 3500 سال قبل از میلاد مسیح باز میگردد. برنزهایی که از سوریه امروزی یافت
شدهاند، حاوی حدودا 2% نیکل
بوده و دستنوشتههای چینی اشاره بر این دارند که مس سفید در 1400 تا 1700 سال قبل از میلاد مسیح در مشرق زمین
استفاده میشد. اما از آنجا که معادن نیکل و مس در آن روزگار بهراحتی مورد اشتباه
قرار میگرفتند، تمام دانستنیهای دقیقتر به دوران معاصر باز میگردد . کانیهایی
که حاوی نیکل هستند، از جهت رنگدهی به شیشه کاربرد داشتند و از ارزشی فراوان بر
خوردار بودند. در سال 1751 شخصی به نام "Baron Axel Fredrik" تلاشهایی را برای استخراج مس از معدن
نیکل انجام داد و که در نتیجه فلزی سفید بدست آورد که آن را نیکل نامید. اولین سکه خالص
نیکلی در سال 1881 ساخته شد. پیدایش اکثر نیکلهای بدست آمده از دو نوع معدن بدست آمدهاند،
اولی خاکهای آجری رنگ بوده که مهمترین معدن سنگ نیکل هستند و دومی سولفید موجود
در ماگمای زمین میباشد. منطقه Sudbury در Ontario کانادا 30% نیکل جهان را تولید میکند.
معادن دیگر در
روسیه استرالیا کوبا و اندونزی میباشند. با این وجود این باور وجود دارد که بیشتر نیکل موجود در زمین در هسته
این سیاره تمرکز یافته است.
خصوصیات قابل توجه
نیکل یک فلز سفید نقرهای است
که بهخوبی جلا میگیرد.
از گروه آهنها است که سخت و قابل انعطاف بوده ، هادی جریان الکتریسیته میباشد و بهراحتی با
گوگرد و آرسنیک ترکیب میشود. با توجه به اینکه نیکل ، دوام زیادی در هوا داشته ،
اکسیده نمیشود، برای تولید سکههای پول فلز کاری برنج و آهن و همچنین برای ساخت ابزار
آلات شیمیایی در آلیاژهای خاص مانند نقره آلمانی کاربرد دارد و معمولا با کبالت
همراه هست که هر دوی آنها در آهنهای شهاب سنگی یافت میشوند. نیکل برای
آلیاژهایی که بوجود میآورد، بسیار با ارزش میباشد.معمولترین حالت اکسیداسیون
نیکل ، 2+ است و این در حالی است که نیکل 3+ و 1+ نیز بهندرت مشاهده میشوند.
کاربردها
تقریبا 65% نیکل مصرفی در دنیای غرب برای تولید لوازم فولاد ضد زنگ بکار
میرود. 12% دیگر آن به مصرف آلیاژهای عالی میرسد. 23% باقی مانده نیز در مصارفی
مانند تولید آلیاژ فلزات ، باطریهای قابل شارژ ، کاتالیزورها ، سکهها و ابزار
ریختهگری و فلزکاری تقسیم میشود
مصارف کلی نیکل به صورت زیر است:
· فولاد ضد زنگ و دیگر آلیاژهای ضد زنگ.
· فولاد نیکل برای تولید فلز سلاحها
و گاو صندوقها کاربرد دارد.
· آلیاژ آلنیکو برای تولید آهنربا
· فلز Mu که قابلیت نفوذ پذیری مغناطیسی بالایی
داشته و برای صفحه نمایشهای مغناطیسی استفاده میشود.
· آلیاژ کابلهای انتقال حافظه که
در ساخت رباتها کاربرد دارد.
· باطریهای قابل شارژ ، مانند
باطریهای نیکل هیدروکسیدی و نیکل کادمیوم.
·ضرب سکه. در ایالات متحده و
کانادا ، نیکل برای سکههای 5 سنتی استفاده میشود که آنها نیز نیکل نامیده میشوند.
· آبکاری الکتریکی
· ظروف ضد حرارت برای استفاده در آزمایشگاههای
شیمی
· نیکل مشتق شده ، یک کاتالیزور است که برای هیدروژنه کردن
روغن سبزیجات بکار میرود.
نقش بیولوژیکی
اکثر مواد هیدروژنی ، حاوی نیکل
و مجموعه های گوگرد-آهنی هستند. هسته نیکل یک عنصر اصلی در تمام مواد هیدروژنی بوده که
عملکرد آنها بیشتر اکسیداسیون است تا آزاد کردن هیدروژن. هسته نیکل به این دلیل
وجود دارد که بتواند تغییرات ناشی از عمل اکسیداسیون را تحمل کند. همچنین شواهد
چنان نشان میدهند که هسته نیکل قسمت فعال این آنزیمها هستند. همچنین منوکسید
کربنهایی در عمل جدا سازی هیدروژن وجود دارند که حاوی نیکل هستند. درباره ساختار نیکل
اطلاعات زیادی در دست نیست.
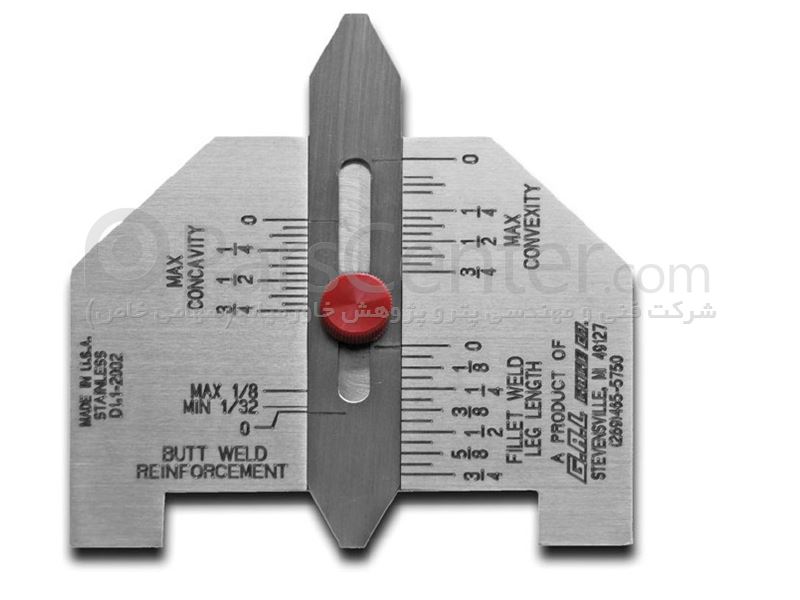
گیج جوشکاری
گیج AWS-گیج جوشکاری
علی اصغرسرابیان مقدم مربی کارگاه جوشکاری مرکز 14قوچان
پایه سوم شاخه کارودانش هنرستان خوارزمی

جوشکاری اکسی اسیتیلن شاخه کارودانش پایه سوم هنرستان خوارزمی
جوشکاری
اکسی اسیتیلن(C2H2)
نکاتی در خصوص جوشکاری اکسی
استیلن و ایمنی آن:
در این روش از احتراق یکی از گازهایی که به همراه اکسیژن درجه حرارتی بالا تولید می کند استفاده می گردد و گاز مورداستفاده معمولاً استیلن و در بعضی موارد گاز پروپان یا هیدروژن می باشد . گاز (C2H2) یک ترکیب شیمیایی می باشد که از دو اتم کربن و دو اتم هیدروژن تشکیل می شود و لذا تأثیر آب بر کاربید کلسیم بدست می آید .
Cac2 + 2H2o → C2H2 + Ca (oH)2 سنگ کاربید + آب ← استیلن + آب آهکی+حرارت
از احتراق کامل استیلن یا اکسیژن یکی از پرحرارت ترین شعله ها ایجاد می گردد . درجه حرارت این شعله تا Co3200 که بوسیله آن می توان اکثر فلزات را به درجه حرارت لازم در جوشکاری رساند .
ارزش حرارتی گاز استیلن Kg/c 56900 می باشد . استیلن موردنیاز جوشکاری را می توان با استفاده از مولدهای تهیه استیلن از افزودن آب به کاربید کلسیم بدست آورده و یا آن را در کپسولهای مخصوصی که از طرف کارخانجات تهیه استیلن به بازار عرضه می گردد خریداری نمود .
مولدهای استیلن :
مولدهای استیلن دارای انواع مختلفی می باشند که آنها را می توان براساس نحوه تماس آب با کاربید به ترتیب تقسیم نمود .
کپسول استیلن :
کپسولهای استیلن را از فولاد مرغوب بدون درز با ضخامت جداره 4 الی 5 M2 ساخته و جهت استقرار بروی زمین پایه چهارگوش را به کف آنها جوش می دهند در سر این کپسولها شیری نصب گردیده است که در هنگام مصرف یا پرکردن مورد استفاده قرار گرفته و معمولاً برای محافظت از آن در هنگام حمل و نقل درپوشی روی آن بسته می شود .
کپسولهای استاندارد استیلن دارای گنجایش معادل چهل لیتر بوده و در آنها استیلن را با فشار 15 بار پر می کنند . برای پیشگیری از تجزیه استیلن و خطر انفجار در این فشار بالا لازم است که فضای داخل کپسول را از مواد متخلخل پرکرده و علاوه بر آن استیلن را در مایعی حل نمایند .
برای این منظور از استن استفاده می شود زیرا مایع استن ، استیلن را به مقدار زیادی درخود حل می نماید . یک لیتر استن قادر است که در درجه حرارت Co15 و فشار یک بار به اندازه lit25 استیلن را در خود حل کرده و خاصیت دیگر آن این است که متناسب با افزایش فشار مقدار بیشتری استیلن را در خود حل می نماید با این ترتیب در فشار 15بار و با وجود lit16 استن به اندازه lit6000 استیلن را در کپسول جادادهاند .
25 *16 * 15 =6000 lit
برای جلوگیری از سرایت شعله به داخل کپسول استیلن (در صورت پس زدن شعله) بایستی حتماً در سر راه شیلنگها(بهترین حالت چسبیده به انتهای مشعل جوش) از شیر یکطرفه(فلاش بک) استفاده نمود.
کپسول اکسیژن :
کپسولهای اکسیژن را نیز از فولاد مرغوب انتخاب کرده و آنها را بدون درز می سازند پایه و قسمت انتهایی آنها مشابه کپسولهای استیلن بوده و حجم آنها معمولاً lit40 می باشد برای آنکه بتوانند مقدار بیشتری اکسیژن را در کپسولها جای دهند معمولاً اکسیژن را با فشار 150 بار درداخل آنها پر کرده و به این ترتیب می توان lit6000 (150*40) اکسیژن را در آنها جای داد یکی از تفاوتهای عمدة در کپسولها ضخامت جداره آنها می باشد که معمولاً مقدار آن را mm 75/8 انتخاب می کنند تا بتوانند فشار 150 بار را با اطمینان کامل تحمل نماید .
دستگاه تقلیل دهنده فشار(مانومتر):
از آنجائیکه فشار گاز داخل کپسولها زیاد بوده و با این فشار زیاد نمی توان جوشکاری کرد لازم است که به استفاده از دستگاه تقلیل دهنده ای فشار آنها را برحسب نیاز تقلیل داده و جریان گاز یکنواختی را به مشعل هدایت نمود. این دستگاهها معمولاً بطور مستقیم به کپسولها متصل شده و پایه خطوط انتقال گاز قبل از شیلنگهای متصل به مشعل نصب می گردد . اساس کار این دستگاه و دستگاهها بدین ترتیب است که با بازکردن شیر کپسول گاز وارد قسمتی از آن می شود که در بالای آن فشارسنجی جهت نشان دادن فشار داخل کپسول نصب گردیده است پس از این مرحله گاز از طریق سوپاپی وارد فضای بالای یک ممبران می شود در زیر ممبران نیز پیچ تنظیم وجود دارد . بستن پیچ در نتیجه کوچک شدن فضای بالای ممبران شده و دبی سوپاپ گاز خروجی افزایش می یابد. و به عکس با بازکردن پیچ می توان فشار گاز خروجی را تقلیل داد . در قسمت خروجی گاز فشارسنجی دیگر جهت نشان دادن فشار گاز اصلی وجود دارد . اساس کار فشارسنجهای کپسولهای اکسیژن و استیلن یکی بوده و در درجه بندی روی فشارسنج به آنها می توان مورداستفاده آنها را تشخیص داد . فشارسنج دستگاههای تقلیل فشار مربوط به گاز اکسیژن در قسمت مربوط به فشار کپسول معمولاً تا 300بار و فشارسنج مربوط به قسمت مصرف تا 15 بار مدرج شده است اما فشارسنجهای مربوط به گاز استیلن راه ورودی معمولاً تا 40بار و در قسمت خروجی تا 5 بار مدرج گردیده اند . در روی هر یک از فشارسنجهای مربوط به گاز اکسیژن و استیلن در محل خاصی خط قرمزی نقش نموده اند که تنظیم فشار گاز مربوط به بیش از حد مجاز بوده و خط انفجار را بهمراه دارد فشار تنظیمی گازهای اکسیژن و استیلن در هنگام جوشکاری بستگی به ضخامت قطعات اتصال و در نتیجه به اندازه سر یک مورد استفاده داشته و معمولاً در روی فشار اکسیژن تنظیمی لازم به همراه ضخامت قطعات اتصال و در نتیجه به اندازه سر مشعل مورد استفاده داشته و معمولاً در روی فشار اکسیژن تنظیمی لازم به همراه ضخامت و قطع مورد اتصال حک گردیده و کافی است فشار استیلن به اندازه ای از فشار اکسیژن تنظیم کرد .
مشخصه و نواع کپسولها:
برای تشخیص گاز داخل کپسولها سطح آنها را با رنگهای استانداردی مشخص می پوشانند برای آن که دستگاههای تعدیل فشار هر یک از کپسولها را بتوان به دیگری بست و همچنین برای جلوگیری از بستن اشتباه کپسول اکسیژن بر خطوط مربوط به گازهای قابل اشتعال اتصالات آنها و همچنین پیچهای آنها را نیز متفاوت انتخاب می نمایند .
از آنجایی که بستن اشتباه شیلنگ یا لوله های اکسیژن به گازهای قابل اشتعال و یا بر عکس نیز می توان گاز قابل انفجار ایجاد نمود و باعث سانحه گردید . اتصالات آنها را به محل دستگاههای تقلیل فشار مختلف انتخاب کرده و برای اکسیژن مهره راستگرد و برای استیلن مهره چپگرددر نظر می گیرند همچنین قطر داخلی شیلنگهای اکسیژن را کمتر از قطر داخلی شیلنگهای گاز أن انتخاب می کنند.
مشعل های جوشکاری:
وسائلی هستند که وظیفه تنظیم اختلاط و هدایت مخلوط گازها را دارند.بر روی دسته مشعلها دو عدد شیر برای تنظیم جریان گازها ( استیلن و اکسیژن ) مستقل از یکدیگر وجود داشته و سر مشعلها با توجه به ضخامت قطعات اتصال انتخاب می شود به دسته متصل میگردند.
مکانیزم اختلاط گازها در مشعلهای جوشکاری معمولاً براساس مکیده شدن گاز استیلن به وسیله اکسیژن بوده و عمل اختلاط در داخل لوله یک که به نام لوله اختلاط نامیده می شود تکمیل می گردد . این نوع مشعلها را که بیشترین کاربرد را دارند را مشعلهای انژکتوری نامیده و فشار گاز قابل اشتعال در آنها کم و فشار اکسیژن از 3 تا 5بار تنظیم می گردد . از این مشعلها برای جوشکاری با گاز استیلن استفاده مشود. نوع دیگر مشعلهای جوشکاری که با فشار مساوی گازها کار می کنند به نام مشعلهای فشاری معروف هستند، و معمولاً از آنها در جوشکاری با گاز هیدروژن استفاده می گردد به این ترتیب شعله ای به وجود می أید که به نام شعله خنثی ( نرمال ) و از سه قسمت مخروطی سفید ، آبی و هاله بنفش رنگ تشکیل شده است حداکثر درجه حرارتی که از احتراق این گاز به وجود می أید در حدودC 3200 بوده و در منطقه ای به فاصله 2 تا 5 میلی متر از داس مخروط سفید رنگ وجود دارد .
زمانی که نسبت اختلاط اکسیژن و استیلن 1 به 1 انتخاب شود قسمت مخروطی شعله سفید درخشان بوده و محدوده مشخصی دارد این نوع شعله را شعله خنثی نامیده و در جوشکاری فولادها از این شعله استفاده می نمایند اگر مقدار اکسیژن زیاد تر انتخاب شود مخروط سر مشعل کوتاهتر شده و بیشتر به أبی متمایل می گردد اکسیژن اضافی که در شعله وجود دارد با مذاب ترکیب شده و محل جوشکاری را شکننده می نمایند .این شعله را شعله اکسید کننده می نامند که در جوشکاری فولادها باعث جهیدن جرم زیاد به اطراف گردیده و علاوه بر سوختن د رزجوش باعث داخل شدن اکسیژن به محل جوش می شود از این نوع شعله در جوشکاری قطعات برنجی و همچنین گرم کردن قطعات به منظور آبکاری , صافکاری و غیره استفاده می نماید چنانکه مقدار استیلن بیشتر از اکسیژن تنظیم شود مخروط سر مشعل محدوده مشخصی نداشته و رنگ آن متمایل به زرد می گردد . در این حالت به دلیل کم بودن اکسیژن مقداری از منواکسید کربنco2) ) سوخته باقی می ماند که به دلیل فشار شعله به داخل مذاب نفوذ کرده و باعث افزایش مقدار کربن آن و در نتیجه ازدیاد سختی قطعه کار در محل جوشکاری می گردد این نوع شعله شعله احیا کننده نام داشته و در جوشکاری قطعات چدنی و آلومینیومی استفاده دارد .
ترتیب روشن کردن مشعل:
در شروع کار قبل از شروع به جوشکاری لازم است که ابتدا سر مشعل مناسبی را با توجه به ضخامت قطعه کار انتخاب کرده و آن را به دسته مشعل متصل نمایید.اکنون بایستی فشار گازهای مصرفی را مشخص کرده و یا در نظر گرفتن این فشارها و رعایت مراتب زیر اقدام به روشن کردن و تنظیم مشعل نمود .
1)شیر کپسولها را به آرامی باز کنید تا از ایجاد صدمه به دستگاههای تنظیم فشار جلوگیری گردد .
2) شیرهای روی دسته مشعل را به نوبت و به مقدار کمی باز کرده و در همان حال به سرعت دستگاه تنظیم فشار مربوطه را با توجه به فشار کار مورد لزوم که قبلاً تعیین کرده اید تنظیم نمایید
3) ابتدا شیر اکسیژن مشعل را حدود 4/1 تا 3/1 دور باز کرده و سپس شیر استیلن را در حدود 2/1 دور باز و مشعل را به فندک و یا چراغ جوشکاری نزدیک نمایید در این حال شعله در سر مشعل بدون آنکه دوده در فضای کارگاه منتشر گردد بوجود می آید . حال می توان شعله مورد لزوم را تنظیم کرد .
ترتیب خاموش کردن مشعل در خاتمه کار :
برای آنکه خاموش کردن مشعل توام با ایجاد دود و انتشار آن در فضای کارگاه نباشد و دستگاههای تنظیم فشار و شیلنگ گازها در زمانی که از دستگاه استفاده نمی گردد و تحت فشار قرار نگیرند ، لازم است مراتب زیرا رعایت نمود :
1)ابتدا شیر استیلن مشعل و پس از خاموش شدن شعله، شیر اکسیژن آن را ببندیم .
2) ابتدا شیرهای کپسولها را بسته و سپس برای خروج گازها از داخل دستگاه تنظیم فشار و شیلنگهای جوشکاری شیرهای روی دسته مشعل را باز نمایید تا گازها خارج شود .
3) پس از خروج گازها شیرهای روی دسته را بسته و پیچ تنظیم فشار دستگاههای تنظیم کاملاً باز نماییم تا فشار از روی آنها بر داشته شود .
نکاتی که در جوشکاری با گاز اکسی استیل بایستی مورد توجه قرار گیرد :
1- لازم است برای جلوگیری از خروج استن از کپسولهای استیلن در هنگام خروج گاز بایستی آنها را بطور عمودی قرار داد در صورت نیاز به مایل قرار دادن که شیر کپسول حداقل به اندازه 40 cm از سطح زمین فاصله داشته و بعنوان زیر سری حتماً از قطعات توپر استفاده گردد .
2)از یک کپسول استیلن هرگز بیش از 1000 lit در ساعت برداشت نکنیم در صورت نیاز می توان چند کپسول را از طریق یک کلکتور (جمع کننده) به مدار متصل نمودار اینصورت نیز نباید از هر کپسول بیشتر از 700 lit برداشت کرد، زیرا استیلن بدلیل سرعت زیاد از کپسول خارج می گردد .
3)قبل از بستن دستگاههای تقلیل فشار لازم است که شیر کپسولها را کمی باز نمود که گرد و غبار و کثافتهای احتمالی جمع شده در محل به دستگاه وارد نشود .
4)قبل از سرد شدن کامل سرمشعل از تعویض آن خودداری نمائید .
5)برای تمیز کردن سوراخ نازلها
فقط از سوزنهای مخصوصی که برای همین منظور ساخت
شده اند استفاده نماید .
نکات ایمنی و پیشگیری از حوادث درجوش با گاز :
1)کپسولهای اکسیژن و استیلن بایستی از منابع حرارتی دور بوده و از محل جوشکاری حداقل 3 m فاصله داشته باشند .
2)برای هر مخزن استیلن 60 m 2فضا و 20 m سطح در نظر گرفته شود .
3)در فضاهای سربسته پنجره های کارگاه بایستی در حین کار باز بوده و هواکشهای محل کار نیز بخوبی کار کند .
4)کلیه اتصالات مربوط به گازهای مورد مصرف بایستی کاملاً آبندی شوند آبندی آنها را می توان با استفاده از کف صابون و با کمک یک قلم مو کنترل نمود .
5)کپسولهای استیلن را در مقابل ضربه ، افتادن ، حرارت دیدن و با یخ زدن محافظت نمائیم در صورت یخ زدن مخزن از آب گرم به ترتیبی استفاده کنیم که از گرم شدن بیش از حد کپسول جلوگیری گردد .
6)کپسول استیلن را در مقابل حرارت و تابش نور خورشید محافظت نمائید زیرا ازدیاد حرارت به اندازه 2 cm فشار کپسول را در یک اتمسفر بالا می برد .
7)کپسول اکسیژن و اتصالات آنرا بدور از روغن و چربی نگه دارید زیرا خطر انفجار وجود دارد برای روان کردن پیچهای تنظیم مربوط از آب صابون و یا گلیسرین استفاده نمائید .
8)برای روشن کردن مشعل از فندک یا چراغ جوشکاری استفاده کرده و برای این منظور هرگز از کبریت بکار نبرید .
9)برای محافظت چشم در مقابل درخشندگی شدید محل جوشکاری و جهیدن در هنگام کار از عینک های محافظی که شیشه های تیره ای که دارند استفاده نمود .
10)در موقع جوشکاری حتماً از لباس کار یقه بسته استفاده کرده و حتی الامکان از پیشبند و کلاه محافظ و دستکش چرمی استفاده نمود .
11)اتصالات لوله ها و واشرهای آبندی در استیلن را ،هیچ گاه از جنس مس یا آلیاژهایی از آلومینیوم که بیش از 65% مس داشته باشد انتخاب نکنید زیرا خطر انفجار وجود دارد .
12)کاغذ و پارچه و چوب و مواد قابل اشتعال دیگر را از محل جوشکاری دور نگه دارید .
13)در صورتی که شعله در سر پیک جوشکاری یا برشکاری پس بزند بایستی بلافاصله شیر اکسیژن و سیلندر را بسته و سر پیک را در صورت لزوم در آب خنک نمود .
14)اگر احیاناً شیلنگ استیلن آتش گرفت فوراً شیر اصلی را بسته و سپس اقدام به خاموش کردن آتش نماید .
انواع انفجارها :
پس زدن سطحی
پس زدن عمقی
پس زدن سطحی shallow back fire انفجاری است که معمولاً با صدای کم همراه است و این عمل زمانی اتفاق می افتد که پستانک مشعل یا برش خیلی زیاد به قطعه باشد یکی از دلایل دیگر این است که زمانی که گاز از نوک مشعل خارج می شود و سرعت آن کاهش می یابد، چنانچه این مقدار ،مقداری باشد که کمتر از مورد نیاز شعله است در این صورت تاُمین کسری شعله بداخل مشعل بر میگردد مورد سوم اگر حرارت نوک مشعل به 600 فارانهایت بر اثر انفجار خود به خود در گازهای مخلوط در نوک مشعل اتفاق می افتد و ممکن است نسبت به پس زدن عمقی یا back-fire میگردد.
پس زدن عمقی یا deep back fire انفجاری است که در داخل مشعل و دستگاههای تاُمین گاز ادامه می یابد و نتیجه آن خراب شدن مشعل � ترکیدگی شیلنگ و انفجار شدید رگولاتور و کپسول می رسد . گاهی پس زدگی سطحی می تواندبه سرعت تبدیل به پس زدگی عمقی (به علت زیاد بودن سرعت خروجی گاز)شود.
اکسیژن و خواص آن :
اکسیژن گازی است بی رنگ و بی بو و بی طعم و عنصری است فوق العاده فعال و میل ترکیبی شیمیایی زیادی دارد که در شرایط تقریباً با تمام عناصر دیگر ترکیب می شود ارزش اصلی اکسیژن برای جوشکاری در این است به احتراق کمک می کند و هر گاز سوختی که به کار ورود اکسیژن برای ایجاد گرما ضرورت دارد سوختن مواد یا گاز در هوا فقط ترکیب سریع آنها با اکسیژن هواست و چنانچه عمل احتراق آنها در اکسیژن خالص که برای ایجاد شعله جوشکاری مصرف می شود انجام گیرد با سرعت زیادتر و درخشندگی بیشتر انجام خواهد گرفت وزن هر متر مکعب این گاز در فشار معمولی 760 میلی متر جیوه و در حرارت صفر درجه 43/1 کیلوگرم است . این گاز نباید با مواد چرب و روغن تماس پیدا کند زیرا ممکن است این اجسام در مجاورت اکسیژن آتش گرفته شعله بسیار گرمی را تولید نماید .
طرز تهیه اکسیژن در صنعت :
اکسیژن لازم برای جوشکاری باید خالص باشد اکسیژن را که در کارخانه های مخصوص از هوا به مقدار 21% اکسیژن دارد جدا می کنند هوا را به تدریج سرد کرده , تحت فشار و درجه حرارت معینی به مایع تبدیل می کند این هوا مخلوطی است از اکسیژن و ازت که اگر این که اگر این هوای ملیح را که درجه برودت آن صفر است گرم کنیم ابتدا ازت که درجه تغییر آن 196- است بخار شده و اکسیژن خالص باقی میماند اکسیژن مایع را گرم میکند تا به صورت گاز در آمده , آنگاه با فشار پوند2200 است یعنی گاز فشرده در آن 1 فضای را اشغال می کند که در فشار عادی احتیاج دارد چون گنجایش کپسول 40 لیتر است بنابر این فشرده داخل آن درفشار معمولی یعنی فشار یک جو برابر با 4006000*150 لیتر 6 متر مکعب را اشغال میکند
خطر دود و بخار فلزات :
بیشتر فلزات را وقتی حرارت دهند , دودهای سمی , تحریک کننده تولید می کنند فلزاتی که دودهای خطر ناک ایجاد می کنند از این قرارند :
1) کادیوم 2) روی 3) سرب
آهن و آلیاژهای آن مانند چدن و انواع فولاد جز فلزات آهنی محسوب می شوند و مابقی فلزات رنگین نامیده می شوند مانند مس - روی - برنز - آلمینیوم - سرب - نیکل و فلزات رنگین دیگر مشکل اصلی و اساسی در جوشکاری فلزات رنگین تمایل بیشتر به اکسید شدن در هنگام جوشکاری می باشد که این مسئله موجب کاهش استحکام جوش می گردد برای اینکه این نقص را بر طرف کنند واسیداسیون جلوگیری نماینداز روان سازهای مختلفی استفاده می شود .
بطور کلی دستگاه جوشکاری گازشامل تجهیزات ذیل میباشد:
منبع گاز :
الف ) کپسول اکسیژن ( گاز فشرده با تانک (اکسیژن مایع )
ب) کپسول استیلن یا مولد گاز استیلن ( ژنراتور استیلن )
دستگاه تنظیم فشار :
شامل فشارسنجهای فشار زیاد و کم و پیچ و مهره و لوله آن
دو عدد دستگاه تنظیم فشار،یکی برای کپسول اکسیژن و یکی برای کپسول استیلن لازم است .
شیلنگ مخصوص فشار قوی :
جهت اکسیژن با رنگ مشکی , آبی , سبز و برای گاز با رنگ قرمز قطر شیلنگ گاز mm 9 و هوا mm6 می باشد .
مشعل جوشکاری :
شامل محفظه اختلاط گاز
شیرهای سوزنی و پیچ و مهره انواع آن : 1) فشار مساوی 2) تزیقی
عینک
جرقه زن
انواع شعله جهت فلزات غیر آهنی:
آلومینیوم کمی احیا نیکل کمی احیا
برنج خنثی و کمی اکسیده سرب خنثی
برنز خنثی و کمی اکسیدکننده نقره کمی احیا
مس خنثی و کمی اکسیده
نقطه ذوب برخی از فلزات:
قلع 232 درجه سانتی گراد
سرب 327 درجه سانتی گراد
روی 419 درجه سانتی گراد
آلومینیوم 658 ساتی گراد
برنج 930 درجه سانتی گراد
برنز 900 درجه سانتی گراد
نقره 960 درجه سانتی گراد
مس 1083 درجه سانتی گراد
چدن 1200 درجه سانتی گراد
آهن 1540 درجه سانتی گراد
نیکل 1450 درجه سانتی گراد
انواع فرایندهای جوشکاری با علائم اختصاری
روش جوشکاری
جوشکاری قوسی با الکترود
روپوش دار
SMAW Shielded Metal Arc Welding
جوشکاری قوسی با گاز محافظ
جوشکاری قوسی با الکترود
GMAW Gas Metal Arc Welding (MIG)
توپودری
FCAW Flux Cored Arc Welding
جوشکاری قوسی زیرپودری
SAW Submerged Arc Welding
جوشکاری با پرتو الکترونی
EBW Electron Beam Welding
جوشکاری سرباره الکتریکی
ESW Electric Slag Welding
جوشکاری با گاز خنثی
الکترود تنگستن و
Tungesten Inert Gas Arc
TIC Welding
جوشکاری با الکترود تنگستن و
گاز خنثی
Gas Tungesten Arc Welding
GTAW (TIG)
جوشکاری قوس پلاسما
PAW Plasma Arc Welding
جوشکاری با سوختهای گازی
OFW Oxy Fuel Welding
جوشکاری قوس فلز با گاز محافظ
خنثی
MIG Metal Inert Gas Arc Welding
جوشکاری گاز محافظ قوس فلز با
MAG Metal active Gas Welding
EGW Electric Gas Welding جوشکاری گاز – الکتریکی
مربی کارگاه جوشکاری مرکز 14قوچان آذرماه1399 علی اصغر سرابیان مقدم